ಹೆಡ್ ಸ್ಟೋನ್
ಹಿನ್ನೆಲೆ
ಹೆಡ್ಸ್ಟೋನ್ಗಳನ್ನು ಸ್ಮಾರಕ ಕಲ್ಲುಗಳು, ಸಮಾಧಿ ಗುರುತುಗಳು, ಸಮಾಧಿ ಕಲ್ಲುಗಳು ಮತ್ತು ಗೋರಿಗಲ್ಲುಗಳಂತಹ ವಿವಿಧ ಹೆಸರುಗಳಿಂದ ಕರೆಯಲಾಗುತ್ತದೆ.ಇವೆಲ್ಲವೂ ಹೆಡ್ಸ್ಟೋನ್ಗಳ ಕಾರ್ಯಕ್ಕೆ ಅನ್ವಯಿಸುತ್ತವೆ;ಸತ್ತವರ ಸ್ಮರಣೆ ಮತ್ತು ಸ್ಮರಣೆ.ಹೆಡ್ಸ್ಟೋನ್ಗಳನ್ನು ಮೂಲತಃ ಫೀಲ್ಡ್ಸ್ಟೋನ್ಗಳು ಅಥವಾ ಮರದ ತುಂಡುಗಳಿಂದ ಮಾಡಲಾಗಿತ್ತು.ಕೆಲವು ಪ್ರದೇಶಗಳಲ್ಲಿ, ಕಲ್ಲುಗಳನ್ನು ("ತೋಳದ ಕಲ್ಲುಗಳು" ಎಂದು ಉಲ್ಲೇಖಿಸಲಾಗುತ್ತದೆ) ಆಳವಿಲ್ಲದ ಸಮಾಧಿಯನ್ನು ಹೊರತೆಗೆಯುವ ಪ್ರಾಣಿಗಳನ್ನು ತಡೆಗಟ್ಟಲು ದೇಹದ ಮೇಲೆ ಇರಿಸಲಾಯಿತು.
ಇತಿಹಾಸ
ಪುರಾತತ್ತ್ವಜ್ಞರು 20,000-75,000 ವರ್ಷಗಳ ಹಿಂದಿನ ನಿಯಾಂಡರ್ತಲ್ ಸಮಾಧಿಗಳನ್ನು ಕಂಡುಹಿಡಿದಿದ್ದಾರೆ.ದೊಡ್ಡ ಕಲ್ಲಿನ ರಾಶಿಗಳು ಅಥವಾ ಬಂಡೆಗಳ ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿರುವ ಗುಹೆಗಳಲ್ಲಿ ದೇಹಗಳು ಪತ್ತೆಯಾಗಿವೆ.ಈ ಸಮಾಧಿ ಸ್ಥಳಗಳು ಆಕಸ್ಮಿಕ ಎಂದು ಭಾವಿಸಲಾಗಿದೆ.ಗಾಯಗೊಂಡವರು ಅಥವಾ ಸಾಯುತ್ತಿರುವವರು ಬಹುಶಃ ಚೇತರಿಸಿಕೊಳ್ಳಲು ಹಿಂದೆ ಉಳಿದಿದ್ದಾರೆ ಮತ್ತು ಕಾಡು ಪ್ರಾಣಿಗಳಿಂದ ರಕ್ಷಣೆಗಾಗಿ ಕಲ್ಲುಗಳು ಅಥವಾ ಬಂಡೆಗಳನ್ನು ಗುಹೆಯ ಮುಂದೆ ತಳ್ಳಲಾಯಿತು.ಇರಾಕ್ನಲ್ಲಿರುವ ಶರಿಂದರ್ ಗುಹೆಯು ವ್ಯಕ್ತಿಯ ಅವಶೇಷಗಳಿಗೆ ನೆಲೆಯಾಗಿದೆ (ಸುಮಾರು 50,000 BC ) ದೇಹದ ಸುತ್ತಲೂ ಹೂವುಗಳನ್ನು ಹರಡಿತ್ತು.
ಸಮಯವು ಸರಿದಂತೆ ಸಮಾಧಿಯ ವಿವಿಧ ವಿಧಾನಗಳು ಅಭಿವೃದ್ಧಿಗೊಂಡಿವೆ.ಸುಮಾರು 30,000 BC ಯಲ್ಲಿ ಶವಪೆಟ್ಟಿಗೆಯಲ್ಲಿ ಶವಪೆಟ್ಟಿಗೆಯನ್ನು ಬಳಸಿದ ಚೀನಿಯರು ಕ್ರಿ.ಪೂ.ಫೇರೋಗಳನ್ನು ಸಾರ್ಕೊಫಾಗಸ್ನಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅವರ ಸೇವಕರು ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಸಲಹೆಗಾರರನ್ನು ಪ್ರತಿನಿಧಿಸುವ ಪ್ರತಿಮೆಗಳೊಂದಿಗೆ ಸಮಾಧಿ ಮಾಡಲಾಗುವುದು, ಜೊತೆಗೆ ಪ್ರಪಂಚದಲ್ಲಿ ಅವರ ಸ್ವೀಕಾರವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಚಿನ್ನ ಮತ್ತು ಐಷಾರಾಮಿಗಳನ್ನು ಇರಿಸಲಾಗುತ್ತದೆ.ಕೆಲವು ರಾಜರು ತಮ್ಮ ನಿಜವಾದ ಸೇವಕರು ಮತ್ತು ಸಲಹೆಗಾರರು ಸಾವಿನಲ್ಲಿ ಅವರೊಂದಿಗೆ ಹೋಗಬೇಕೆಂದು ಬಯಸಿದರು, ಮತ್ತು ಸೇವಕರು ಮತ್ತು ಸಲಹೆಗಾರರನ್ನು ಕೊಲ್ಲಲಾಯಿತು ಮತ್ತು ಸಮಾಧಿಯಲ್ಲಿ ಇರಿಸಲಾಯಿತು.ಶವಸಂಸ್ಕಾರದ ಅದೇ ಸಮಯದಲ್ಲಿ ಪ್ರಾರಂಭವಾದ ಶವಸಂಸ್ಕಾರವು ಸತ್ತವರನ್ನು ವಿಲೇವಾರಿ ಮಾಡುವ ಜನಪ್ರಿಯ ವಿಧಾನವಾಗಿದೆ.ಇಂದು ಇದು ಯುನೈಟೆಡ್ ಸ್ಟೇಟ್ಸ್ನಲ್ಲಿ 26% ಮತ್ತು ಕೆನಡಾದಲ್ಲಿ 45% ವಿಲೇವಾರಿ ವಿಧಾನಗಳನ್ನು ಹೊಂದಿದೆ.
ಧರ್ಮಗಳು ಬೆಳೆದಂತೆ, ಶವಸಂಸ್ಕಾರವನ್ನು ಕೀಳಾಗಿ ಕಾಣಲಾಯಿತು.ಅನೇಕ ಧರ್ಮಗಳು ಶವಸಂಸ್ಕಾರವನ್ನು ನಿಷೇಧಿಸಿವೆ, ಇದು ಪೇಗನ್ ಆಚರಣೆಗಳನ್ನು ನೆನಪಿಸುತ್ತದೆ ಎಂದು ಹೇಳಿಕೊಂಡಿದೆ.ಸಮಾಧಿ ಮಾಡುವುದು ಆದ್ಯತೆಯ ವಿಧಾನವಾಗಿತ್ತು, ಮತ್ತು ಕೆಲವೊಮ್ಮೆ ಸತ್ತವರನ್ನು ಮನೆಯಲ್ಲಿ ದಿನಗಳವರೆಗೆ ಇಡಲಾಗುತ್ತದೆ ಆದ್ದರಿಂದ ಜನರು ತಮ್ಮ ಗೌರವವನ್ನು ಸಲ್ಲಿಸಬಹುದು.1348 ರಲ್ಲಿ, ಪ್ಲೇಗ್ ಯುರೋಪ್ ಅನ್ನು ಅಪ್ಪಳಿಸಿತು ಮತ್ತು ಜನರು ಸತ್ತವರನ್ನು ಆದಷ್ಟು ಬೇಗ ಮತ್ತು ನಗರಗಳಿಂದ ದೂರ ಹೂಳಲು ಒತ್ತಾಯಿಸಿದರು.ಈ ಸಾವು ಮತ್ತು ಸಮಾಧಿ ಆಚರಣೆಗಳು ಸ್ಮಶಾನಗಳು ತುಂಬಿ ಹರಿಯುವವರೆಗೂ ಮುಂದುವರೆಯಿತು ಮತ್ತು ಹಲವಾರು ಆಳವಿಲ್ಲದ ಸಮಾಧಿಗಳಿಂದಾಗಿ ರೋಗ ಹರಡುವುದನ್ನು ಮುಂದುವರೆಸಿತು.1665 ರಲ್ಲಿ, ಇಂಗ್ಲಿಷ್ ಪಾರ್ಲಿಮೆಂಟ್ ಕೇವಲ ಸಣ್ಣ ಅಂತ್ಯಕ್ರಿಯೆಗಳ ಪರವಾಗಿ ತೀರ್ಪು ನೀಡಿತು ಮತ್ತು ಸಮಾಧಿಗಳ ಕಾನೂನು ಆಳವನ್ನು 6 ಅಡಿ (1.8 ಮೀ) ನಲ್ಲಿ ನಿಲ್ಲುವಂತೆ ಮಾಡಲಾಯಿತು.ಇದು ರೋಗದ ಹರಡುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಿತು, ಆದರೆ ಅನೇಕ ಸ್ಮಶಾನಗಳು ಅಧಿಕ ಜನಸಂಖ್ಯೆಯನ್ನು ಮುಂದುವರೆಸಿದವು.
ಇಂದು ಕಂಡುಬರುವ ಮೊದಲ ಸ್ಮಶಾನವನ್ನು 1804 ರಲ್ಲಿ ಪ್ಯಾರಿಸ್ನಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಯಿತು ಮತ್ತು ಇದನ್ನು "ಗಾರ್ಡನ್" ಸ್ಮಶಾನ ಎಂದು ಕರೆಯಲಾಯಿತು.ಆಸ್ಕರ್ ವೈಲ್ಡ್, ಫ್ರೆಡೆರಿಕ್ ಚಾಪಿನ್ ಮತ್ತು ಜಿಮ್ ಮಾರಿಸನ್ರಂತಹ ಅನೇಕ ಪ್ರಸಿದ್ಧ ಹೆಸರುಗಳಿಗೆ ಪೀರೆ-ಲಚೈಸ್ ನೆಲೆಯಾಗಿದೆ.ಈ ಉದ್ಯಾನ ಸ್ಮಶಾನಗಳಲ್ಲಿಯೇ ಶಿರಸ್ತ್ರಾಣ ಮತ್ತು ಸ್ಮಾರಕಗಳು ವಿಸ್ತಾರವಾದ ಕೃತಿಗಳಾಗಿ ಮಾರ್ಪಟ್ಟವು.ಒಬ್ಬರ ಸಾಮಾಜಿಕ ಸ್ಥಾನಮಾನವು ಸ್ಮಾರಕದ ಗಾತ್ರ ಮತ್ತು ಕಲಾತ್ಮಕತೆಯನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ.ಮುಂಚಿನ ಸ್ಮಾರಕಗಳು ಅಸ್ಥಿಪಂಜರಗಳು ಮತ್ತು ರಾಕ್ಷಸರೊಂದಿಗೆ ಭಯಾನಕ ದೃಶ್ಯಗಳನ್ನು ಜೀವಂತವಾಗಿ ಮರಣಾನಂತರದ ಜೀವನದ ಭಯವನ್ನು ಉಂಟುಮಾಡುತ್ತವೆ.ನಂತರ ಹತ್ತೊಂಬತ್ತನೇ ಶತಮಾನದಲ್ಲಿ, ಹೆಡ್ಸ್ಟೋನ್ಗಳು ಶಾಂತಿಯುತ ದೃಶ್ಯಗಳ ಪರವಾಗಿ ವಿಕಸನಗೊಂಡವು, ಉದಾಹರಣೆಗೆ ಕೆರೂಬ್ಗಳು ಮತ್ತು ದೇವತೆಗಳು ಸತ್ತವರನ್ನು ಮೇಲಕ್ಕೆ ಕರೆದೊಯ್ಯುತ್ತಾರೆ.ಯುನೈಟೆಡ್ ಸ್ಟೇಟ್ಸ್ ತನ್ನ ಸ್ವಂತ ಗ್ರಾಮೀಣ ಸ್ಮಶಾನವನ್ನು 1831 ರಲ್ಲಿ ಮ್ಯಾಸಚೂಸೆಟ್ಸ್ನ ಕೇಂಬ್ರಿಡ್ಜ್ನಲ್ಲಿ ಮೌಂಟ್ ಆಬರ್ನ್ ಸ್ಮಶಾನವನ್ನು ಸ್ಥಾಪಿಸಿತು.
ಕಚ್ಚಾ ಪದಾರ್ಥಗಳು
ಆರಂಭಿಕ ಹೆಡ್ಸ್ಟೋನ್ಗಳನ್ನು ಸ್ಲೇಟ್ನಿಂದ ಮಾಡಲಾಗಿತ್ತು, ಇದು ಆರಂಭಿಕ ನ್ಯೂ ಇಂಗ್ಲೆಂಡ್ನಲ್ಲಿ ಸ್ಥಳೀಯವಾಗಿ ಲಭ್ಯವಿತ್ತು.ಜನಪ್ರಿಯವಾಗಲು ಮುಂದಿನ ವಸ್ತುವೆಂದರೆ ಅಮೃತಶಿಲೆ, ಆದರೆ ಕಾಲಾನಂತರದಲ್ಲಿ ಅಮೃತಶಿಲೆ ಸವೆದುಹೋಗುತ್ತದೆ ಮತ್ತು ಸತ್ತವರ ಹೆಸರುಗಳು ಮತ್ತು ವಿವರಗಳನ್ನು ವಿವರಿಸಲಾಗಲಿಲ್ಲ.1850 ರ ಹೊತ್ತಿಗೆ, ಗ್ರಾನೈಟ್ ಅದರ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವ ಮತ್ತು ಪ್ರವೇಶಸಾಧ್ಯತೆಯಿಂದಾಗಿ ಆದ್ಯತೆಯ ಹೆಡ್ಸ್ಟೋನ್ ವಸ್ತುವಾಯಿತು.ಆಧುನಿಕ ಸ್ಮಾರಕಗಳಲ್ಲಿ ಗ್ರಾನೈಟ್ ಮುಖ್ಯ ಕಚ್ಚಾ ವಸ್ತುವಾಗಿದೆ.
ಗ್ರಾನೈಟ್ ಒಂದು ಅಗ್ನಿಶಿಲೆಯಾಗಿದ್ದು, ಪ್ರಾಥಮಿಕವಾಗಿ ಸ್ಫಟಿಕ ಶಿಲೆ, ಫೆಲ್ಡ್ಸ್ಪಾರ್ ಮತ್ತು ಪ್ಲ್ಯಾಜಿಯೋಕ್ಲೇಸ್ ಫೆಲ್ಡ್ಸ್ಪಾರ್ ಮತ್ತು ಇತರ ಸಣ್ಣ ಖನಿಜಗಳೊಂದಿಗೆ ಮಿಶ್ರಣವಾಗಿದೆ. ಗ್ರಾನೈಟ್ ಬಿಳಿ, ಗುಲಾಬಿ, ತಿಳಿ ಬೂದು ಅಥವಾ ಗಾಢ ಬೂದು ಬಣ್ಣದ್ದಾಗಿರಬಹುದು.ಈ ಬಂಡೆಯು ನಿಧಾನವಾಗಿ ತಂಪಾಗುವ ಶಿಲಾಪಾಕದಿಂದ (ಕರಗಿದ ವಸ್ತು) ಮಾಡಲ್ಪಟ್ಟಿದೆ.ತಣ್ಣಗಾದ ಶಿಲಾಪಾಕವನ್ನು ಭೂಮಿಯ ಹೊರಪದರದಲ್ಲಿನ ಬದಲಾವಣೆಗಳು ಮತ್ತು ಮಣ್ಣಿನ ಸವೆತದ ಮೂಲಕ ಕಂಡುಹಿಡಿಯಲಾಗುತ್ತದೆ.
ವಿನ್ಯಾಸ
ಹೆಡ್ಸ್ಟೋನ್ ಅನ್ನು ವೈಯಕ್ತೀಕರಿಸಲು ಲೆಕ್ಕವಿಲ್ಲದಷ್ಟು ಮಾರ್ಗಗಳಿವೆ.ಎಪಿಟಾಫ್ಗಳು ಧರ್ಮಗ್ರಂಥಗಳ ಉಲ್ಲೇಖಗಳಿಂದ ಅಸ್ಪಷ್ಟ ಮತ್ತು ಹಾಸ್ಯಮಯ ಹೇಳಿಕೆಗಳವರೆಗೆ ಇರುತ್ತವೆ.ಜೊತೆಯಲ್ಲಿರುವ ಪ್ರತಿಮೆಗಳನ್ನು ಕೆತ್ತಬಹುದು, ಕಲ್ಲಿನ ಮೇಲೆ ಅಥವಾ ಪಕ್ಕದಲ್ಲಿ ಇರಿಸಬಹುದು.ಹೆಡ್ಸ್ಟೋನ್ಗಳ ಗಾತ್ರ ಮತ್ತು ಆಕಾರವೂ ಬದಲಾಗುತ್ತದೆ.ಸಾಮಾನ್ಯವಾಗಿ, ಎಲ್ಲಾ ಕಲ್ಲುಗಳನ್ನು ಮೆಷಿನ್ ಪಾಲಿಶ್ ಮತ್ತು ಕೆತ್ತಲಾಗಿದೆ, ನಂತರ ಕೈಯಿಂದ ನುಣ್ಣಗೆ ವಿವರಿಸಲಾಗಿದೆ.
ದಿ ಮ್ಯಾನುಫ್ಯಾಕ್ಚರಿಂಗ್
ಪ್ರಕ್ರಿಯೆ
- ಕಲ್ಲಿನ ಪ್ರಕಾರವನ್ನು (ಸಾಮಾನ್ಯವಾಗಿ ಮಾರ್ಬಲ್ ಅಥವಾ ಗ್ರಾನೈಟ್) ಮತ್ತು ಬಣ್ಣವನ್ನು ಆರಿಸುವುದು ಮೊದಲ ಹಂತವಾಗಿದೆ.ನಂತರ ಗ್ರಾನೈಟ್ ಬ್ಲಾಕ್ ಅನ್ನು ತಳದ ಬಂಡೆಯಿಂದ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ.ಇದನ್ನು ಮಾಡಲು ಮೂರು ಮಾರ್ಗಗಳಿವೆ.ಮೊದಲ ವಿಧಾನವೆಂದರೆ ಕೊರೆಯುವುದು.ಈ ವಿಧಾನವು ನ್ಯೂಮ್ಯಾಟಿಕ್ ಡ್ರಿಲ್ ಅನ್ನು ಬಳಸುತ್ತದೆ, ಅದು ಲಂಬ ರಂಧ್ರಗಳನ್ನು 1 ಇಂಚು (2.54 ಸೆಂ) ಅಂತರದಲ್ಲಿ ಮತ್ತು 20 ಅಡಿ (6.1 ಮೀ) ಆಳದಲ್ಲಿ ಗ್ರಾನೈಟ್ನಲ್ಲಿ ಕೊರೆಯುತ್ತದೆ.ಕಲ್ಲುಗಣಿಗಾರರು ನಂತರ 4 in (10.1 cm) ಉದ್ದದ ಉಕ್ಕಿನ ಬಿಟ್ಗಳನ್ನು ಬಂಡೆಯ ಮಧ್ಯಭಾಗದಲ್ಲಿ ಕತ್ತರಿಸಲು ಉಕ್ಕಿನ ಹಲ್ಲುಗಳನ್ನು ಬಳಸುತ್ತಾರೆ.
ಜೆಟ್ ಚುಚ್ಚುವಿಕೆಯು ಕೊರೆಯುವುದಕ್ಕಿಂತ ಹೆಚ್ಚು ವೇಗವಾಗಿರುತ್ತದೆ, ಸುಮಾರು ಏಳು ಪಟ್ಟು ಹೆಚ್ಚು.ಈ ವಿಧಾನದಲ್ಲಿ, ಒಂದು ಗಂಟೆಯಲ್ಲಿ 16 ಅಡಿ (4.9 ಮೀ) ಕ್ವಾರಿ ಮಾಡಬಹುದು.ಪ್ರಕ್ರಿಯೆಯು 2,800 ° F (1,537.8 ° C) ಜ್ವಾಲೆಯ ರೂಪದಲ್ಲಿ ಒತ್ತಡದ ಹೈಡ್ರೋಕಾರ್ಬನ್ ಇಂಧನ ಮತ್ತು ಗಾಳಿಯ ಮಿಶ್ರಣವನ್ನು ಹೊರಹಾಕಲು ಟೊಳ್ಳಾದ ಉಕ್ಕಿನ ಶಾಫ್ಟ್ನೊಂದಿಗೆ ರಾಕೆಟ್ ಮೋಟರ್ ಅನ್ನು ಬಳಸುತ್ತದೆ.ಈ ಜ್ವಾಲೆಯು ಶಬ್ದದ ವೇಗಕ್ಕಿಂತ ಐದು ಪಟ್ಟು ಹೆಚ್ಚು ಮತ್ತು 4 ಇಂಚು (10.2 cm) ಗ್ರಾನೈಟ್ಗೆ ಕತ್ತರಿಸುತ್ತದೆ.
ಮೂರನೆಯ ಮಾರ್ಗವು ಅತ್ಯಂತ ಪರಿಣಾಮಕಾರಿ ವಿಧಾನವಾಗಿದೆ, ನಿಶ್ಯಬ್ದವಾಗಿದೆ ಮತ್ತು ಬಹುತೇಕ ಯಾವುದೇ ತ್ಯಾಜ್ಯವನ್ನು ಉತ್ಪಾದಿಸುವುದಿಲ್ಲ.ವಾಟರ್ ಜೆಟ್ ಚುಚ್ಚುವಿಕೆಯು ಗ್ರಾನೈಟ್ ಅನ್ನು ಕತ್ತರಿಸಲು ನೀರಿನ ಒತ್ತಡವನ್ನು ಬಳಸಿಕೊಳ್ಳುತ್ತದೆ.ನೀರಿನ ಜೆಟ್ ಚುಚ್ಚುವಿಕೆಯ ಎರಡು ವ್ಯವಸ್ಥೆಗಳಿವೆ, ಕಡಿಮೆ ಒತ್ತಡ ಮತ್ತು ಹೆಚ್ಚಿನ ಒತ್ತಡ.ಎರಡೂ ನೀರಿನ ಎರಡು ಹೊಳೆಗಳನ್ನು ಹೊರಸೂಸುತ್ತವೆ, ಆದರೆ ಕಡಿಮೆ ಒತ್ತಡದ ವ್ಯವಸ್ಥೆಯ ಸ್ಟ್ರೀಮ್ಗಳು 1,400-1,800 psi ಅಡಿಯಲ್ಲಿವೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಹೊಳೆಗಳು 40,000 psi ಅಡಿಯಲ್ಲಿವೆ.ಜೆಟ್ಗಳಿಂದ ನೀರನ್ನು ಮರುಬಳಕೆ ಮಾಡಲಾಗುತ್ತದೆ, ಮತ್ತು ವಿಧಾನವು ತಪ್ಪುಗಳನ್ನು ಮತ್ತು ವ್ಯರ್ಥ ವಸ್ತುಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ಕ್ವಾರಿ ಹಾಸಿಗೆಯಿಂದ ಬ್ಲಾಕ್ ಅನ್ನು ತೆಗೆದುಹಾಕುವುದು ಮುಂದಿನ ಹಂತವಾಗಿದೆ.ಕೆಲಸಗಾರರು 1.5-1.88 ಇಂಚುಗಳಷ್ಟು (3.81-4.78 cm) ಉಕ್ಕಿನ ಬಿಟ್ಗಳನ್ನು ಕಾರ್ಬೈಡ್ನೊಂದಿಗೆ ತುದಿಯಲ್ಲಿಟ್ಟು ದೊಡ್ಡ ನ್ಯೂಮ್ಯಾಟಿಕ್ ಡ್ರಿಲ್ಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳುತ್ತಾರೆ ಮತ್ತು ಗ್ರಾನೈಟ್ನ ಬ್ಲಾಕ್ಗೆ ಅಡ್ಡಲಾಗಿ ಕೊರೆಯುತ್ತಾರೆ.ನಂತರ ಅವರು ರಂಧ್ರಗಳಲ್ಲಿ ಕಾಗದದಿಂದ ಸುತ್ತುವ ಬ್ಲಾಸ್ಟಿಂಗ್ ಶುಲ್ಕಗಳನ್ನು ಇರಿಸುತ್ತಾರೆ.ಚಾರ್ಜ್ಗಳನ್ನು ಹೊಂದಿಸಿದ ನಂತರ, ಬ್ಲಾಕ್ ಉಳಿದ ರಾಕ್ನಿಂದ ಕ್ಲೀನ್ ಬ್ರೇಕ್ ಮಾಡುತ್ತದೆ.
- ಗ್ರಾನೈಟ್ ಬ್ಲಾಕ್ಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಸುಮಾರು 3 ಅಡಿ (0.9 ಮೀ) ಅಗಲ, 3 ಅಡಿ (0.9 ಮೀ) ಎತ್ತರ ಮತ್ತು 10 ಅಡಿ (3 ಮೀ) ಉದ್ದ, ಸುಮಾರು 20,250 ಪೌಂಡ್ (9,185 ಕೆಜಿ) ತೂಗುತ್ತದೆ.ಕೆಲಸಗಾರರು ಬ್ಲಾಕ್ನ ಸುತ್ತಲೂ ಕೇಬಲ್ ಅನ್ನು ಲೂಪ್ ಮಾಡುತ್ತಾರೆ ಅಥವಾ ಕೊಕ್ಕೆಗಳನ್ನು ಎರಡೂ ತುದಿಗೆ ಕೊರೆದು ಕೊಕ್ಕೆಗಳಿಗೆ ಕೇಬಲ್ ಅನ್ನು ಜೋಡಿಸುತ್ತಾರೆ.ಎರಡೂ ರೀತಿಯಲ್ಲಿ ಕೇಬಲ್ ಅನ್ನು ದೊಡ್ಡ ಡೆರಿಕ್ಗೆ ಜೋಡಿಸಲಾಗಿದೆ, ಅದು ಗ್ರಾನೈಟ್ ಬ್ಲಾಕ್ ಅನ್ನು ಮೇಲಕ್ಕೆ ಎತ್ತುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಹೆಡ್ಸ್ಟೋನ್ ತಯಾರಕರಿಗೆ ಸಾಗಿಸುವ ಫ್ಲಾಟ್ಬೆಡ್ ಟ್ರಕ್ನಲ್ಲಿದೆ.ಕ್ವಾರಿಗಳು ಸ್ವತಂತ್ರವಾಗಿ ಒಡೆತನದಲ್ಲಿದೆ ಮತ್ತು ಗ್ರಾನೈಟ್ ಅನ್ನು ತಯಾರಕರಿಗೆ ಮಾರಾಟ ಮಾಡುತ್ತವೆ, ಆದರೆ ಕ್ವಾರಿಗಳನ್ನು ಹೊಂದಿರುವ ಕೆಲವು ದೊಡ್ಡ ಕಂಪನಿಗಳಿವೆ.
- ಉತ್ಪಾದನಾ ಮನೆಗೆ ಬಂದ ನಂತರ, ಗ್ರಾನೈಟ್ ಚಪ್ಪಡಿಗಳನ್ನು ಕನ್ವೇಯರ್ ಬೆಲ್ಟ್ನಲ್ಲಿ ಇಳಿಸಲಾಗುತ್ತದೆ, ಅಲ್ಲಿ ಅವುಗಳನ್ನು ಸಣ್ಣ ಚಪ್ಪಡಿಗಳಾಗಿ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ.ಚಪ್ಪಡಿಗಳು ಸಾಮಾನ್ಯವಾಗಿ 6, 8, 10, ಅಥವಾ 12 in (15.2, 20.3, 25, ಮತ್ತು 30.4 cm, ಕ್ರಮವಾಗಿ) ದಪ್ಪವಾಗಿರುತ್ತದೆ.ಈ ಹಂತವನ್ನು ರೋಟರಿ ಡೈಮಂಡ್ ಗರಗಸದಿಂದ ಮಾಡಲಾಗುತ್ತದೆ.ಗರಗಸವು 5 ಅಡಿ (1.5 ಮೀ) ಅಥವಾ 11.6 ಅಡಿ (3.54 ಮೀ) ಘನ ಸ್ಟೀಲ್ ಡೈಮಂಡ್ ಬ್ಲೇಡ್ನೊಂದಿಗೆ ಸಜ್ಜುಗೊಂಡಿದೆ.ಬ್ಲೇಡ್ ಸಾಮಾನ್ಯವಾಗಿ ಸುಮಾರು 140-160 ಕೈಗಾರಿಕಾ ವಜ್ರದ ಭಾಗಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಸರಾಸರಿ 23-25 ಅಡಿಗಳನ್ನು ಕತ್ತರಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿದೆ.2(2.1-2.3 ಮೀ2) ಒಂದು ಗಂಟೆ.
- ಕತ್ತರಿಸಿದ ಚಪ್ಪಡಿಗಳನ್ನು ವಿವಿಧ ಸಂಖ್ಯೆಯ ತಿರುಗುವ ತಲೆಗಳ ಅಡಿಯಲ್ಲಿ ರವಾನಿಸಲಾಗುತ್ತದೆ (ಸಾಮಾನ್ಯವಾಗಿ ಎಂಟರಿಂದ 13) ವಿಭಿನ್ನ ಮಟ್ಟದ ಗ್ರಿಟ್ ಅನ್ನು ಜೋಡಿಸಲಾಗುತ್ತದೆ.
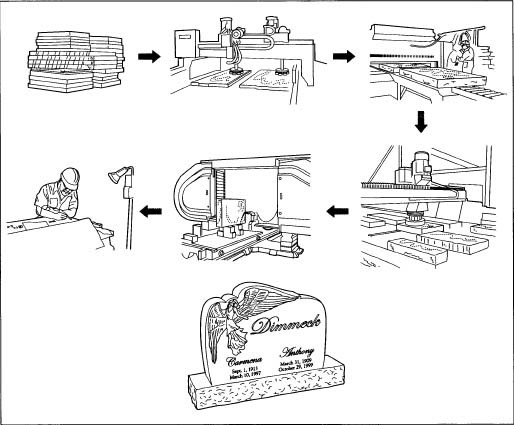
ಹೆಡ್ಸ್ಟೋನ್ನ ತಯಾರಿಕೆ.
ಅತ್ಯಂತ ಅಪಘರ್ಷಕದಿಂದ ಕನಿಷ್ಠಕ್ಕೆ.ಮೊದಲ ಕೆಲವು ತಲೆಗಳು ಕಠಿಣವಾದ ಡೈಮಂಡ್ ಗ್ರಿಟ್ ಅನ್ನು ಹೊಂದಿವೆ, ಮಧ್ಯದ ತಲೆಗಳು ಸಾಣೆ ಹಿಡಿಯಲು ಮತ್ತು ಕೊನೆಯ ಕೆಲವು ತಲೆಗಳು ಭಾವಿಸಿದ ಬಫರ್ ಪ್ಯಾಡ್ಗಳನ್ನು ಹೊಂದಿವೆ.ಈ ಪ್ಯಾಡ್ಗಳು ನೀರು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಅಥವಾ ಟಿನ್ ಆಕ್ಸೈಡ್ ಪುಡಿಯನ್ನು ಹೊಂದಿದ್ದು, ಕಲ್ಲನ್ನು ನಯವಾದ, ಹೊಳಪು ಮುಕ್ತಾಯಕ್ಕೆ ಹೊಳಪು ನೀಡುತ್ತದೆ.
- ಪಾಲಿಶ್ ಮಾಡಿದ ಚಪ್ಪಡಿಯನ್ನು ನಂತರ ಕನ್ವೇಯರ್ ಬೆಲ್ಟ್ನ ಉದ್ದಕ್ಕೂ ಹೈಡ್ರಾಲಿಕ್ ಬ್ರೇಕರ್ಗೆ ಸ್ಥಳಾಂತರಿಸಲಾಗುತ್ತದೆ.ಬ್ರೇಕರ್ ಕಾರ್ಬೈಡ್ ಹಲ್ಲುಗಳನ್ನು ಹೊಂದಿದ್ದು, ಇದು ಗ್ರಾನೈಟ್ ಚಪ್ಪಡಿ ಮೇಲೆ 5,000 psi ಹೈಡ್ರಾಲಿಕ್ ಒತ್ತಡವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ಕಲ್ಲಿನ ಮೂಲಕ ಲಂಬವಾದ ಕಟ್ ಮಾಡುತ್ತದೆ.
- ನಂತರ ಕತ್ತರಿಸಿದ ಕಲ್ಲನ್ನು ಸೂಕ್ತ ಆಕಾರದಲ್ಲಿ ರೂಪಿಸಲಾಗುತ್ತದೆ.ಇದನ್ನು ಉಳಿ ಮತ್ತು ಸುತ್ತಿಗೆಯಿಂದ ಕೈಯಿಂದ ಮಾಡಲಾಗುತ್ತದೆ, ಅಥವಾ ಹೆಚ್ಚು ನಿಖರವಾಗಿ ಬಹು-ಬ್ಲೇಡ್ ಡೈಮಂಡ್ ಗರಗಸದಿಂದ ಮಾಡಲಾಗುತ್ತದೆ.ಈ ಯಂತ್ರವನ್ನು 30 ಬ್ಲೇಡ್ಗಳವರೆಗೆ ಹಿಡಿದಿಡಲು ಹೊಂದಿಸಬಹುದು, ಆದರೆ ಸಾಮಾನ್ಯವಾಗಿ ಎಂಟು ಅಥವಾ ಒಂಬತ್ತು ಮಾತ್ರ ಲೋಡ್ ಮಾಡಲಾಗುತ್ತದೆ.ಒಂಬತ್ತು ಬ್ಲೇಡ್ಗಳನ್ನು ಹೊಂದಿರುವ ಈ ಬಹು-ಬ್ಲೇಡ್ ಡೈಮಂಡ್ ಗರಗಸವು 27 ಅಡಿಗಳನ್ನು ಕತ್ತರಿಸಬಲ್ಲದು2(2.5 ಮೀ2) ಒಂದು ಗಂಟೆ.
- ನಂತರ ಕಲ್ಲಿನ ಮೇಲ್ಮೈಗಳನ್ನು ಮತ್ತೆ ಹೊಳಪು ಮಾಡಲಾಗುತ್ತದೆ.ಹೆಚ್ಚು ಸ್ವಯಂಚಾಲಿತ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಒಂದು ಸಮಯದಲ್ಲಿ 64 ತುಣುಕುಗಳನ್ನು ಪಾಲಿಶ್ ಮಾಡಬಹುದು.
- ಮೇಲ್ಮೈ ಪಾಲಿಷರ್ನಂತೆಯೇ ಲಂಬ ಅಂಚುಗಳನ್ನು ಸ್ವಯಂಚಾಲಿತ ಹೊಳಪು ಯಂತ್ರದಿಂದ ಹೊಳಪು ಮಾಡಲಾಗುತ್ತದೆ.ಈ ಯಂತ್ರವು ಕಠಿಣವಾದ ಗ್ರಿಟ್ ಹೆಡ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಕಲ್ಲಿನ ಲಂಬ ಅಂಚುಗಳಲ್ಲಿ ಕೆಲಸ ಮಾಡುತ್ತದೆ.ಯಂತ್ರವು ನಂತರ ಅಂಚುಗಳು ನಯವಾದ ತನಕ ಇತರ ಗ್ರಿಟ್ಗಳ ಮೂಲಕ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ.
- ಎರಡು ಡೈಮಂಡ್ ಗ್ರೈಂಡಿಂಗ್ ಡ್ರಮ್ಗಳನ್ನು ಬಳಸಿಕೊಂಡು ರೇಡಿಯಲ್ ಅಂಚುಗಳನ್ನು ಒಂದೇ ಸಮಯದಲ್ಲಿ ಪುಡಿಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಹೊಳಪು ಮಾಡಲಾಗುತ್ತದೆ.ಒಂದರಲ್ಲಿ ಕಠೋರವಾದ ಗ್ರಿಟ್ ವಜ್ರವಿದೆ, ಮತ್ತು ಎರಡನೆಯದು ಉತ್ತಮವಾದ ಗ್ರಿಟ್ ಅನ್ನು ಹೊಂದಿದೆ.ನಂತರ ಕಲ್ಲಿನ ರೇಡಿಯಲ್ ಅಂಚುಗಳನ್ನು ಪಾಲಿಶ್ ಮಾಡಲಾಗುತ್ತದೆ.
- ಸಂಕೀರ್ಣವಾದ ಕಲ್ಲಿನ ಆಕಾರಗಳು ಅಗತ್ಯವಿದ್ದರೆ, ಪಾಲಿಶ್ ಮಾಡಿದ ಕಲ್ಲನ್ನು ಡೈಮಂಡ್ ವೈರ್ ಗರಗಸಕ್ಕೆ ಸ್ಥಳಾಂತರಿಸಲಾಗುತ್ತದೆ.ನಿರ್ವಾಹಕರು ಗರಗಸವನ್ನು ಸರಿಹೊಂದಿಸುತ್ತಾರೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಪ್ರಾರಂಭಿಸುತ್ತಾರೆ, ಇದು ಆಕಾರಗಳನ್ನು ಹೆಡ್ಸ್ಟೋನ್ನಲ್ಲಿ ಎಚ್ಚಣೆ ಮಾಡಲು ಕಂಪ್ಯೂಟರ್ ಸಾಫ್ಟ್ವೇರ್ ಅನ್ನು ಬಳಸುತ್ತದೆ.ಯಾವುದೇ ಉತ್ತಮವಾದ ಎಚ್ಚಣೆ ಅಥವಾ ವಿವರಗಳನ್ನು ಕೈಯಿಂದ ಮುಗಿಸಲಾಗುತ್ತದೆ.
- ನಂತರ ಹೆಡ್ಸ್ಟೋನ್ ಮುಗಿಸಲು ಸಿದ್ಧವಾಗಿದೆ.ರಾಕ್ ಪಿಚಿಂಗ್ ಕಲ್ಲಿನ ಹೊರ ಅಂಚುಗಳನ್ನು ಕೈಯಿಂದ ಉಳಿಸುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಇದು ಹೆಚ್ಚು ವ್ಯಾಖ್ಯಾನಿಸಲಾದ, ವೈಯಕ್ತಿಕ ಆಕಾರವನ್ನು ನೀಡುತ್ತದೆ.
- ಈಗ ಹೆಡ್ಸ್ಟೋನ್ ಅನ್ನು ಪಾಲಿಶ್ ಮಾಡಲಾಗಿದೆ ಮತ್ತು ಓ ಆಕಾರದಲ್ಲಿದೆ, ಇದು ಕೆತ್ತನೆಗೆ ಸಮಯವಾಗಿದೆ.ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.ಹೆಡ್ಸ್ಟೋನ್ಗೆ ದ್ರವ ಅಂಟು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.ರಬ್ಬರ್ ಸ್ಟೆನ್ಸಿಲ್ ಅನ್ನು ಅಂಟು ಮೇಲೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ವಿನ್ಯಾಸದ ಕಾರ್ಬನ್-ಬೆಂಬಲಿತ ಲೇಔಟ್ನೊಂದಿಗೆ ಮುಚ್ಚಲಾಗುತ್ತದೆ.ಕಾರ್ಬನ್ ಡ್ರಾಫ್ಟ್ಮನ್ ಸಿದ್ಧಪಡಿಸಿದ ವಿನ್ಯಾಸವನ್ನು ರಬ್ಬರ್ ಸ್ಟೆನ್ಸಿಲ್ಗೆ ವರ್ಗಾಯಿಸುತ್ತದೆ.ನಂತರ ಕೆಲಸಗಾರನು ಕಲ್ಲಿನ ಮೇಲೆ ಬೇಕಾದ ಅಕ್ಷರಗಳು ಮತ್ತು ವಿನ್ಯಾಸದ ವೈಶಿಷ್ಟ್ಯಗಳನ್ನು ಕತ್ತರಿಸಿ, ಅವುಗಳನ್ನು ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ಗೆ ಒಡ್ಡುತ್ತಾನೆ.ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ಅನ್ನು ಕೈಯಾರೆ ಮಾಡಲಾಗುತ್ತದೆ ಅಥವಾ ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಮಾಡಲಾಗುತ್ತದೆ.ಪ್ರಕ್ರಿಯೆಯ ಅಪಾಯಗಳಿಂದಾಗಿ ಸುತ್ತುವರಿದ ಪ್ರದೇಶದಲ್ಲಿ ಎರಡೂ ವಿಧಾನವನ್ನು ಮಾಡಲಾಗುತ್ತದೆ.ಕಲ್ಲಿನಿಂದ ಪ್ರತಿಫಲಿಸುವ ಧಾನ್ಯಗಳಿಂದ ರಕ್ಷಿಸಲು ಕೆಲಸಗಾರನನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಮುಚ್ಚಲಾಗುತ್ತದೆ.ಕೋರ್ಸ್ ಕತ್ತರಿಸುವ ಅಪಘರ್ಷಕವನ್ನು 100 psi ಬಲದಲ್ಲಿ ಪ್ರಯೋಗಿಸಲಾಗುತ್ತದೆ.ಧೂಳು ಸಂಗ್ರಹಕಾರರು ಮರುಬಳಕೆಗಾಗಿ ಧೂಳನ್ನು ಸಂಗ್ರಹಿಸಿ ಉಳಿಸುತ್ತಾರೆ.
- ಉಳಿದಿರುವ ಕೊರೆಯಚ್ಚು ಅಥವಾ ಅಂಟುಗಳನ್ನು ತೊಡೆದುಹಾಕಲು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಉಗಿಯೊಂದಿಗೆ ಕಲ್ಲನ್ನು ಸಿಂಪಡಿಸಲಾಗುತ್ತದೆ.ಇದನ್ನು ಮತ್ತೊಮ್ಮೆ ಹೊಳಪು ಮತ್ತು ನಿಕಟವಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ, ನಂತರ ಮುಕ್ತಾಯವನ್ನು ರಕ್ಷಿಸಲು ಸೆಲ್ಲೋಫೇನ್ ಅಥವಾ ಭಾರೀ ಕಾಗದದಲ್ಲಿ ಪ್ಯಾಕ್ ಮಾಡಲಾಗುತ್ತದೆ.ಪ್ಯಾಕೇಜ್ ಅನ್ನು ಕ್ರೇಟ್ಗಳಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಗ್ರಾಹಕರು ಅಥವಾ ಅಂತ್ಯಕ್ರಿಯೆಯ ನಿರ್ದೇಶಕರಿಗೆ ರವಾನಿಸಲಾಗುತ್ತದೆ.
ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ
ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯ ಉದ್ದಕ್ಕೂ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣವನ್ನು ಬಲವಾಗಿ ಜಾರಿಗೊಳಿಸಲಾಗಿದೆ.ಒರಟು ಗ್ರಾನೈಟ್ನ ಪ್ರತಿಯೊಂದು ಚಪ್ಪಡಿಯನ್ನು ಬಣ್ಣದ ಸ್ಥಿರತೆಗಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ.ಪ್ರತಿ ಹೊಳಪು ಹಂತದ ನಂತರ, ತಲೆಯ ಕಲ್ಲು ದೋಷಗಳಿಗಾಗಿ ಪರೀಕ್ಷಿಸಲ್ಪಡುತ್ತದೆ.ಚಿಪ್ ಅಥವಾ ಸ್ಕ್ರಾಚ್ನ ಮೊದಲ ಚಿಹ್ನೆಯಲ್ಲಿ, ಕಲ್ಲು ರೇಖೆಯಿಂದ ತೆಗೆಯಲ್ಪಡುತ್ತದೆ.
ಉಪಉತ್ಪನ್ನಗಳು/ತ್ಯಾಜ್ಯ
ಕ್ವಾರಿಯಲ್ಲಿ ಬಳಸುವ ಕತ್ತರಿಸುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅವಲಂಬಿಸಿ, ತ್ಯಾಜ್ಯವು ಬದಲಾಗುತ್ತದೆ.ಕೊರೆಯುವಿಕೆಯು ಕಲ್ಲುಗಣಿಗಾರಿಕೆಯ ಕನಿಷ್ಠ ನಿಖರವಾದ ವಿಧಾನವಾಗಿದೆ, ಹೀಗಾಗಿ ಹೆಚ್ಚಿನ ತ್ಯಾಜ್ಯವನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.ವಾಟರ್ ಜೆಟ್ ವಿಧಾನವು ಕಡಿಮೆ ಪ್ರಮಾಣದ ಶಬ್ದ ಮಾಲಿನ್ಯ ಮತ್ತು ಧೂಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.ಇದು ಇತರ ಪ್ರಕ್ರಿಯೆಗಳಿಗಿಂತ ಹೆಚ್ಚು ಇಂಧನ ದಕ್ಷತೆಯನ್ನು ಹೊಂದಿದೆ ಮತ್ತು ನೀರನ್ನು ಮರುಬಳಕೆ ಮಾಡಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಕಡಿಮೆ ತ್ಯಾಜ್ಯವೂ ಇರುತ್ತದೆ ಏಕೆಂದರೆ ಮರಳಿನ ಕಣಗಳನ್ನು ಸಂಗ್ರಹಿಸಿ ಮರುಬಳಕೆ ಮಾಡಲಾಗುತ್ತದೆ.ಉತ್ಪಾದನೆಯಿಂದ ಯಾವುದೇ ದೋಷಯುಕ್ತ ಗ್ರಾನೈಟ್ ಕಲ್ಲುಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಇತರ ಉತ್ಪಾದನಾ ಕಂಪನಿಗಳಿಗೆ ಮಾರಾಟ ಮಾಡಲಾಗುತ್ತದೆ ಅಥವಾ ವಿದೇಶಗಳಿಗೆ ರಫ್ತು ಮಾಡಲಾಗುತ್ತದೆ.ಇತರೆ ಗುಣಮಟ್ಟವಿಲ್ಲದ ಕಲ್ಲುಗಳನ್ನು ಎಸೆಯಲಾಗುತ್ತದೆ.
ಭವಿಷ್ಯ
ಹೆಡ್ಸ್ಟೋನ್ಗಳ ಮೇಲೆ ವಿನ್ಯಾಸಗಳನ್ನು ಎಚ್ಚಣೆ ಮಾಡಲು ನವೀನ ಸಾಫ್ಟ್ವೇರ್ ಅನ್ನು ಬಳಸುವ ಹಲವು ಹೊಸ ತಂತ್ರಗಳಿವೆ.ಲೇಸರ್ ಎಚ್ಚಣೆಯು ಮುಂಬರುವ ಅಭಿವೃದ್ಧಿಯಾಗಿದ್ದು ಅದು ಲೇಸರ್ ಕಿರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಹೆಡ್ಸ್ಟೋನ್ನಲ್ಲಿ ಚಿತ್ರಗಳನ್ನು ಮತ್ತು ಹೆಚ್ಚು ಸಂಕೀರ್ಣವಾದ ವಿನ್ಯಾಸಗಳನ್ನು ಹಾಕಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.ಲೇಸರ್ನಿಂದ ಬರುವ ಶಾಖವು ಗ್ರಾನೈಟ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸ್ಫಟಿಕಗಳನ್ನು ಪಾಪ್ ಮಾಡುತ್ತದೆ, ಇದು ಎತ್ತರದ, ತಿಳಿ-ಬಣ್ಣದ ಎಚ್ಚಣೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಗ್ರಾನೈಟ್ ಸವಕಳಿಯನ್ನು ಮುಂದಿನ ದಿನಗಳಲ್ಲಿ ನಿರೀಕ್ಷಿಸಲಾಗುವುದಿಲ್ಲ.ಕ್ವಾರಿಗಳನ್ನು ಗಣಿಗಾರಿಕೆ ಮಾಡುವುದರಿಂದ, ಹೊಸ ಸಂಪನ್ಮೂಲಗಳು ಅಭಿವೃದ್ಧಿಗೊಳ್ಳುತ್ತವೆ.ಒಂದು ಸಮಯದಲ್ಲಿ ರಫ್ತು ಮಾಡಬಹುದಾದ ಗ್ರಾನೈಟ್ ಪ್ರಮಾಣವನ್ನು ಮಿತಿಗೊಳಿಸುವ ಹಲವು ನಿಯಮಗಳಿವೆ.ಸತ್ತವರನ್ನು ವಿಲೇವಾರಿ ಮಾಡುವ ಪರ್ಯಾಯ ವಿಧಾನಗಳು ಶಿರಸ್ತ್ರಾಣಗಳ ಉತ್ಪಾದನೆಯನ್ನು ಮಿತಿಗೊಳಿಸಬಹುದಾದ ಅಂಶಗಳಾಗಿವೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಜನವರಿ-05-2021